From the base of the cylinder to the top of the material should be
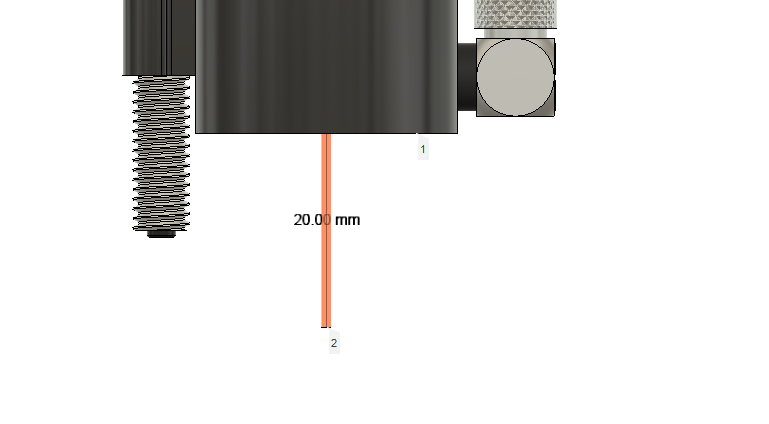
20mm
There are two types of nozzle FabKits should have the long nozzle as default. Maybe you have the short one?
!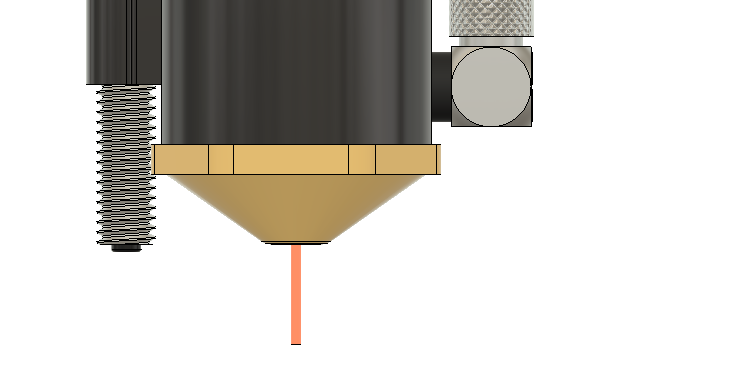
Short nozzle
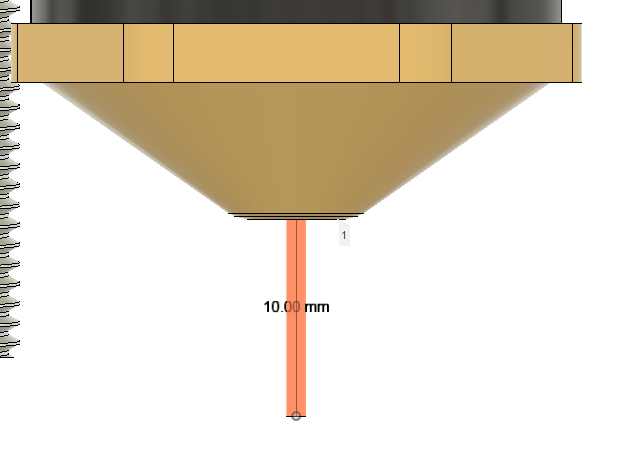
10mm focus for short
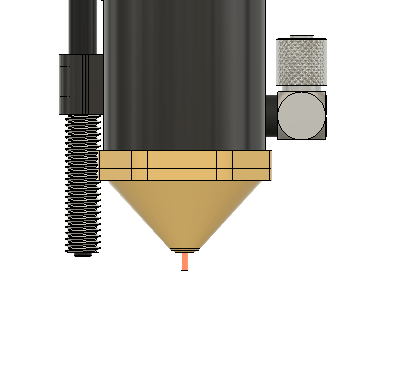
Long nozzle
3mm focus for long
The sensor should be just slightly below the nozzle, you want it active when the nozzle is just about touching the material.